
3D打印机Z轴晃动如何3分钟快速自检?
Z轴晃动是影响3D打印成品表面质量的致命伤,常表现为模型表面的水波纹或严重的层错位。要解决这个焦虑,你不需要拆解整台机器,只需通过观察丝杠物理偏差、联轴器紧固程度、V型轮预紧力以及导轨润滑状态这四个核心点,即可在3分钟内精准定位故障源头。杰呈3D打印工厂凭借十年工业级设备维护经验,为您提供从硬件调优到高精度打印的全链条技术支持。
第一步:观察丝杠物理偏摆
丝杠是驱动Z轴上下移动的核心部件,如果丝杠本身存在弯曲,打印机在上升过程中就会产生周期性的晃动。自检时,您可以手动快速旋转丝杠,平视丝杠顶部是否存在左右画圆的偏摆现象。一旦发现肉眼可见的晃动,说明丝杠精度已无法满足高精度打印需求。在杰呈工厂的实操中,我们发现超过80%的廉价机型晃动源于丝杠出厂校准不足。
- 检查丝杠是否垂直于底座;
- 清理丝杠螺纹内的积灰与残渣;
- 观察升降过程中是否有异常卡顿。
第二步:检查联轴器连接稳固性
电机与丝杠之间的联轴器是动力传输的中转站,如果这里的顶丝松动,Z轴就会在换向时产生微小的位移偏差,直接导致成品表面出现层纹。您只需用力捏住丝杠尝试上下提拉,感知是否存在旷量。如果感觉到细微的松动感,请立刻紧固联轴器上的两颗止付螺丝。 某汽车零部件企业曾反馈自备设备打印出的齿轮模型存在明显纹路,无法装配。杰呈技术团队介入后,发现其Z轴联轴器顶丝因长期高频振动导致松脱。通过重新校准联轴器中心轴线并加固,该设备的打印层厚偏差从0.15mm降低至0.02mm,成品合格率瞬间提升至98%以上。
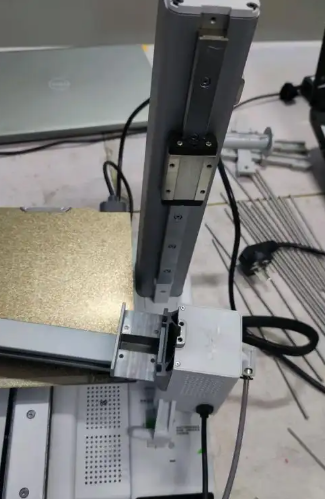
第三步:调整V型轮与滑块预紧力
对于采用铝型材结构的打印机,Z轴滑块上的V型轮过紧或过松都会导致晃动。过松会导致横梁左右摇摆,过紧则会增加电机负载。自检方法非常简单:尝试用手指拨动每一个V型轮,如果轮子可以空转而滑块不动,说明太松;如果轮子纹丝不动且横梁移动吃力,说明太紧。调整偏心螺母,使其保持在刚好无法空转的最佳预紧状态,是消除晃动的低成本高效手段。
第四步:确认导轨润滑与平行度
如果您的机器使用线型导轨,Z轴晃动往往是因为滑块内部钢珠磨损或润滑干涸造成的。自检时可以切断电源,手动匀速抬升横梁,感受是否有沙粒感或金属摩擦声。润滑不足会产生爬行现象,使得Z轴在微米级进给时产生抖动。此外,双Z轴机型必须检查两侧同步带是否张力一致,防止一侧滞后带动的整体歪斜。
- 定期使用专用锂基润滑脂涂抹导轨;
- 检查双Z轴同步驱动电机的电压是否一致;
- 测量横梁两端离底座的高度差是否在0.5mm以内。
3D打印不仅仅是设备的堆砌,更是对每一个机械细节精益求精的把控。通过以上三分钟自检,您可以排除绝大部分基础故障。如果您在生产中遇到了无法通过自检解决的高难度打印偏差,或者对成品精度有极高要求,建议将专业的事交给专业的工厂。杰呈3D打印工厂拥有百余台经过工业级加固校准的大尺寸打印设备,无论是结构件的强度表现还是外观件的丝滑纹路,我们都能为您提供稳定且高性价比的代工方案,助您的创意与产品精准落地。
