
3d打印常见问题及解决方法分享
3D打印虽酷,但问题也不少!打印不粘床、层纹明显、支撑难处理、尺寸偏差……这些问题是不是让你头疼?别急,今天咱就唠点实在的——从底层调校到参数优化,从支撑处理到尺寸校准,四大核心问题一次说透,让你轻松告别打印烦恼,秒变3D打印高手!
打印不粘床?三步解决底层烦恼!
遇到模型翘边、底层不粘?先检查平台是否调平——用A4纸测试喷嘴与平台的距离,感觉有阻力但不卡纸就行。如果还是粘不住,试试加热平台——PLA选60-70℃,ABS选100-120℃,温度不够容易脱胶。最后喷点专用胶水,底层瞬间稳如泰山!记住,平台温度和环境温差别太大,否则冷却收缩会直接导致翘边。
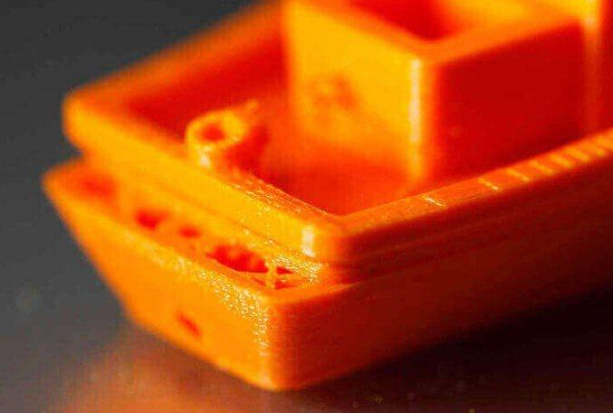
层纹太明显?调参数让表面滑溜溜!
层纹像楼梯台阶?试试调层高!把层高设为0.1-0.2mm,再校准喷头温度,波动别超过±1℃——温度不稳容易挤料不均。速度也得降一降,精细部位用30mm/s,整体用50mm/s,快了容易拉丝。要是还嫌粗糙,换SLA或DLP打印机,表面光滑得能照镜子!这些机器用激光或投影固化树脂,精度直接提升一个档次。
支撑材料难处理?试试这些省心妙招!
支撑拆到手抽筋?用可溶性支撑材料!比如PolySupport,打印完泡水就能溶,完全不伤模型。或者用树状支撑,拆起来像掰树枝一样轻松——比传统网格支撑省一半时间。要是模型能调整方向,把悬垂部分朝下放,支撑直接少一半!比如打印手臂模型,把胳膊垂下来打,支撑只在胳膊和身体连接处,拆起来轻松不伤细节。
打印尺寸总不准?校准和材料选择是关键!
打印出来总比模型小?先校准打印机!用游标卡尺量打印尺寸,和模型对比,调整切片软件里的比例参数——比如实际小了2mm,就把模型放大1%。材料也得选对,PLA热胀冷缩小,适合精度要求高的;ABS容易变形,适合大件不追求极致精度的。填充密度别太高,20%-30%足够用,省材料还省时间!
