
3D打印件热收缩变形的原因是什么?该如何校准?
在3D打印生产中,热收缩变形是导致工件精度超差、翘曲甚至报废的核心痛点。简单来说,热收缩变形源于材料从熔融态冷却至室温过程中分子链收缩产生的内应力超过了材料本身的结构强度。如果您正面临打印件尺寸不准、大平面翘角的困扰,不必过度焦虑,通过物理环境控制与软件补偿参数的深度校准,这些问题均可得到根治。杰呈3D打印工厂凭借十余年工业级制造经验,为您提供从高精度建模到成品交付的一站式减差优化方案。
一、 深度剖析:为什么您的3D打印件会“缩水”变形?
- 热胀冷缩的物理本性: 无论是聚合物材料还是金属粉末,在高温熔融状态下体积较大,一旦温度骤降,分子间距缩小,若冷却不均匀,内部拉应力就会拉扯制件变形。
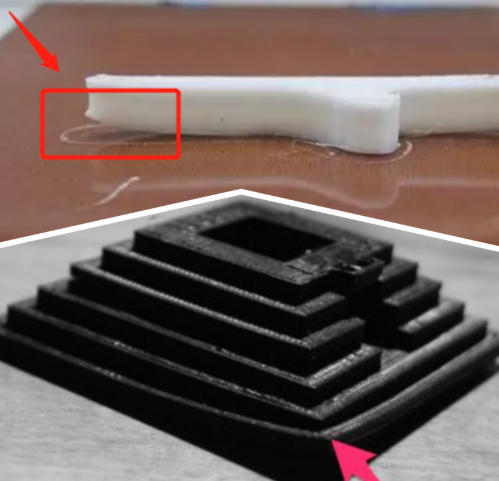
- 层间温差引发的剪切应力: 新喷涂的层温极高,而底层已逐渐冷却,这种温差导致的收缩率不一致是造成翘曲的元凶。
- 填充率与路径规划不当: 过高的填充率往往会积聚更多的热收缩力,若扫描路径长期处于同一方向,应力无法释放,变形就会加剧。
二、 专业校准:如何实现微米级的尺寸补偿?
解决变形不能仅靠运气,必须通过科学的校准流程来对冲物理缺陷:
1. 环境温度的“恒温化”控制: 必须确保打印腔室处于材料热变形温度(HDT)附近的恒定环境,缓慢降温是消除内应力的首要前提。
2. 阶梯式缩放补偿法(Scaling): 在切片软件中,不能简单地全比例放大。我们需要根据材料在X、Y、Z轴上表现出的不同收缩率,分别设置补偿系数。例如,某材料在X轴收缩1.2%,则在建模阶段需预设101.2%的尺寸。
3. 首层粘附力加固: 通过增加裙边(Brim)或底垫(Raft),强行将制件固定在平台上,利用机械力对抗早期的收缩拉力。
三、 杰呈实战:从失效到完美的工艺优化案例
在为一个汽车零部件客户定制长达600mm的尼龙玻纤进气歧管模型时,客户反馈自行打印的版本在长度方向缩短了近4mm,且连接法兰面存在明显的弧形翘曲。 杰呈技术团队介入后,首先通过动态热机械分析仪测试了该批次材料的实际线性膨胀系数。我们弃用了常规的水平放置方案,改用倾斜30度支撑布局以分散长轴应力;同时,在切片软件中对Z轴进行了0.98%的非对称补偿,并将腔室温度精准锁定在160℃。 经过18小时的恒压打印与6小时的随炉冷却,最终成品长度偏差控制在0.15mm以内,法兰平面度完全符合装配要求,直接解决了客户的量产验证难题。
四、 为什么选择杰呈3D打印?
针对复杂的热收缩难题,杰呈不仅拥有进口工业级高精度设备,更具备一套完善的材料收缩数据库。我们深知不同品牌、不同批次的材料特性差异,通过前置化的工艺干预,让您拿到的每一个零件都如设计图纸般精准。拒绝因变形导致的重复打样,为您节省每一分研发成本。
关于3D打印变形校准的常见问题解答(FAQ)
Q1:为什么小零件没问题,大零件一打就变形?
A:这是因为热应力具有累积效应。体积越大,冷却时产生的总收缩力就越强,当这个力超过支撑或底板的粘附力时,变形就会显现。建议大型零件采用分段打印后拼接的工艺。
Q2:提高热嘴温度能缓解收缩吗?
A:恰恰相反!过高的喷嘴温度会增大层间温差,反而可能加剧变形。关键在于提高环境温度(底板或腔温),缩小温差跨度。
Q3:校准件打印出来尺寸对了,量产件还是会歪怎么办?
A:请检查模型内部的填充结构。建议将直线型填充改为蜂窝状或陀螺仪路径,这类各向同性的结构能更均匀地抵消内部收缩应力。
Q4:杰呈能否提供针对特定材料的校准建议?
A:当然可以。我们针对ABS、尼龙、碳纤维等高收缩率材料均有成熟的补偿方案。欢迎随时咨询,我们将为您量身定制避雷手册。
